




我们的现场实拍视频将带您走进防伪商标货真价实产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:青海黄南防伪商标货真价实的图文介绍


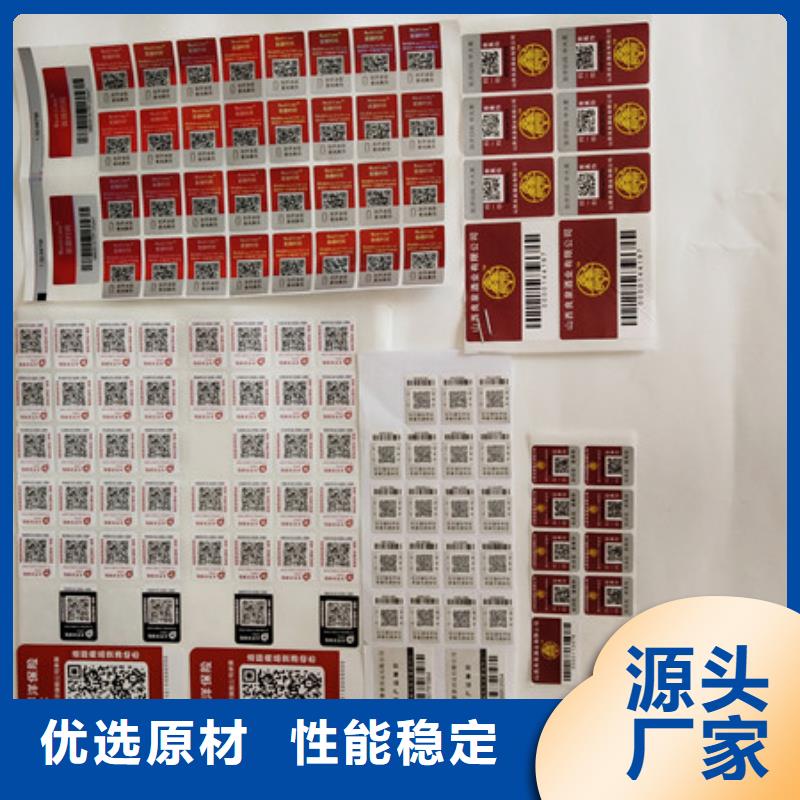
易碎纸防伪商标材料易碎纸不干胶材料的面纸是一种短纤维、抗拉强度很低的纸,其粘合层是一种高黏度黏合剂。 由于粘合层的粘合力大于纸张的自身强度,所以,易碎纸防伪商标,贴到商品上后就无法整体揭下来,只能一次性使用。 根据防伪商标所采用防伪方式的,防伪设计要求,和后续贴标等工艺需要,选择单张纸基、卷筒纸基、薄膜基的具有防伪功能或不具有防伪功能的不干胶基材。 目前可供选择的、具有防伪性能的不干胶面纸主要有:易碎纸不干胶材料、易碎膜不干胶材料、字模防伪薄膜不干胶材料、复合面材防伪商标材料、全息纸防伪商标材料、磁性防伪商标材料、无/低荧光纸防伪商标材料。 防伪商标印刷工艺流程:不干胶基材选择→油墨选择→印刷、烫金→上光、覆膜→打孔→模切→排废→折页→切断 不干胶基材选择→油墨选择→印刷、烫金→上光、覆膜→打孔→模切→切张→收纸 不干胶基材选择→油墨选择→印刷、烫金→上光、覆膜→打孔→模切→排废→纵切→复卷。 不干胶黏合剂有哪些特性? 不干胶压敏黏合剂的性能可以通过一系列物理试验来测量,即通过变化外界条件来测量黏合剂的强度、耐用性等。典型的黏合剂特性包括以下几项内容。 初始黏度。防伪商标上的黏合剂和基材之间以微小的压力接触时,黏合剂对基材的黏附作用称为黏合剂的初附着力,也称初始黏度。 初始黏度大的防伪商标接触基材后,立刻产生很大的附着力,去掉防伪商标需要一定的力;而初始黏度小的防伪商标接触基材表面后,表现出很小的附着力,防伪商标很容易去掉。 终黏度。当黏合剂渗入基材表面后,防伪商标所能得到的的附着力称为终黏度。获得黏度的终黏度的时间取决于黏合剂的强度、基材表面的粗糙程度和环境温度。贴标后获得的时间为2-24h。 一般来说,初始黏度与终黏度之间没有什么相关的联系,有时一种防伪商标具有高的初始黏度,但终不会得到高的终黏度。 耐剪切强度(持黏性)。是黏合剂内聚力的一种测量值,表示黏合剂柔软度。耐剪切强度低,可使黏合剂有更大的流动趋势(导致高的初始黏度),防伪商标从基材上分离时需用较大的拉力。 黏合剂有较高的黏结强度时,由于有高的内聚力(可能会有较低的初始黏度),防伪商标从基材上分离时很容易,不需用很大的力。 黏合剂的流动程度不仅影响其初始黏度,还能决定防伪商标四周的渗胶情况。由于不干胶标签材料的渗胶还会影响印刷加工中的一系列问题,如污染粘连、输纸不利和双张等工艺问题,因此,黏合剂的流动性定要控制在一定范围内。 耐紫外线能力。是测量黏合剂在紫外光照射下,不失去黏结力和改变颜色的能力。 耐溶剂能力。是表示黏合剂应用在有溶剂的环境中,不降低黏结力的能力。这些溶剂包括水、酒精、石油化工产品中的溶剂、有机溶剂、增塑剂等,这些溶剂存在于防伪商标的应用环境或一些基材表面。 冷流动能力。是表示在低于正常温度之下,黏合剂的流动能力。具有好的冷流动能力的黏合剂称为低温型或通用型黏合剂。 贴标温度。在黏合剂不失去其功能的前提下,基材表面的温度。贴标温度由黏合剂的“玻璃化转换点”来确定。在转换点之下,黏合剂随温度降低逐渐硬化结晶并成为固体。 普通丙烯酸类黏合剂的贴标湿度为10℃、橡胶基黏合剂贴标温度为-25℃。应用温度范围。防伪商标使用后,黏合剂达到黏结力且不改变其特性的温度范围。 对于丙烯酸类黏合剂,其应用温度范围在-20~120℃之间,橡胶基类黏合剂为-40-80℃。应用温度范围与防伪商标面料的类型、基材表面情况和环境条件有关,不同的黏合剂有不同的应用温度范围指标。



作为 职称封皮厂家公司,国峰晶华防伪科技(黄南市分公司)采用优异的网络技术与严谨的管理制度,坚持以“让客户满意,为客户赢利”为服务宗旨,全心全意服务客户。


我公司成立于2010年,公司专业为企业制作电话防伪商标、数码防伪商标、电码防伪商标、透明封口签、不干胶防伪商标、VOID防伪商标、易碎防伪商标、亚银不干胶标签、铝箔纸不干胶标签、PVC标签、防伪封口签、激光防伪商标、镭射防伪商标印章防伪商标,转印章标签等防伪产品的制作与印刷,所有防伪产品的设计均是免费设计,我公司查询方式365天*24小时时时畅通无阻! 工厂地址坐落于素有“中国印刷城”之称的北京。地理位置优越、交通十分便利,防伪商标公司将以“真诚的态度,优越的质量,低廉的价格” 为广大客户生产满意优质的产品。我们期待与各地客商共同携手,共创明天的辉煌。 公司致力于防伪商标技术的开发和推广,一直以来,公司以大限度遏制假货流通,保护消费者权益、保护客户知识产权,协助客户持续成功为己任! 公司成立以来已为服装、电子、汽配、医药、酒类、食品、农产品、等各行各业多家名、优、特企业提供了的防伪商标整体解决方案。得到了广大客户的认同与支 持。质量深受广大客户的信赖。 普莱曼斯/法森清亮是运用材料科学的原理制成的PE与PP的混合体20.“普莱曼斯”和“法森清亮”的制造方法是什么?有何理化特性? “普莱曼斯”和“法森清亮”是PP和PE的合成材料,是利用PP的坚韧性和PE的柔软性结合后的一种新型材料。 制造方法是将两种高温熔化后的塑料在压力的作用下,经过特殊模具上的隙缝流延成很薄的塑料片。这种塑料片在金属辊的压力和拉伸下,在机器运行方向上产生塑性变形,即实现薄膜材料防伪商标的单向拉伸。 按照工艺要求,控制拉伸速度和压力,从而保证薄膜材料防伪商标厚度的均匀性。“普莱曼斯”和“法森清亮”为亚光白色和半透明薄膜,表面经电晕处理,主要特点如下。 经电晕处理的亚光表面有良好的印刷适性,适合各种油墨和各种印刷方式。单向拉伸后表面可保证印刷加工时套印准确、不变形。 模切后的防伪商标由于出标方向(机器方向)经单向拉伸,薄膜坚挺,所以出标容易,适合高速自动贴标。 由于具有PE的柔软性,在另一个方向上可柔性变形,所以防伪商标适合贴在柔软、可弹性变形的、耐挤压的瓶体上。 根据材料的亚光特点,适合应用在亚光、珠光瓶体上。贴到瓶体上的防伪商标同瓶体在色泽上成一体。有一种无防伪商标的感觉。



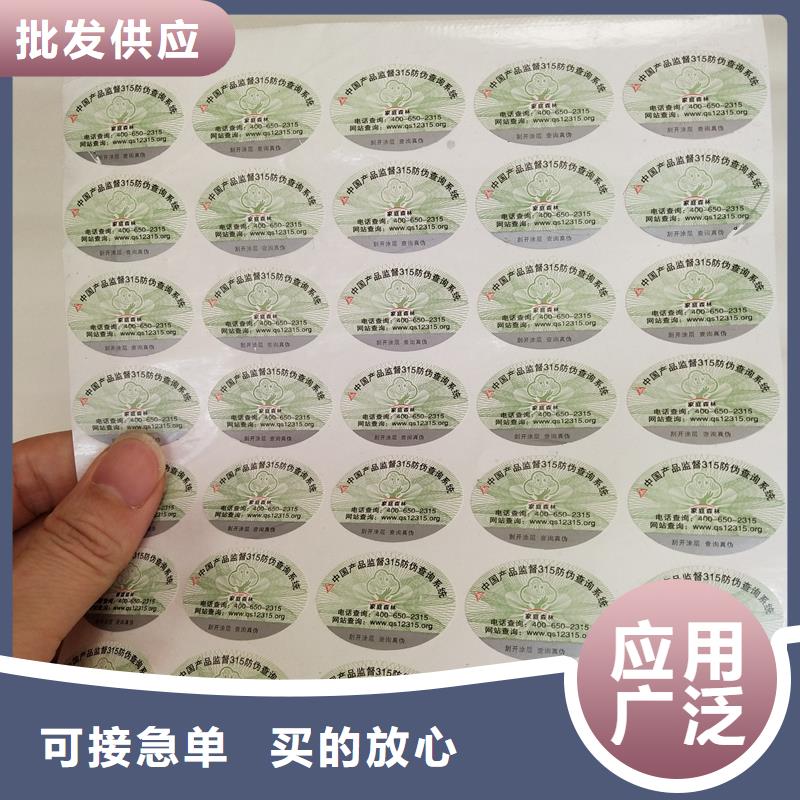
纸张类防伪商标材料适用于什么类型的瓶体上?应注意什么问题? 纸张类防伪商标材料是一种基本上不可拉伸变形的材料,受到拉伸后纸纤维拉长,会导致防伪商标变形或破裂。所以纸张类防伪商标适合应用在硬质、不可挤压变形的瓶体上,并要求瓶体表面为规则的平面或曲面,如玻璃瓶体、硬质塑料瓶等,如果应用在可剂压变形的塑料瓶上,随着玻璃瓶体的变形,防伪商标会起褶、边缘翘起,甚至脱落。 不规则表面,由于纸张不能变形,所以根本贴不牢。可挤压变形和不规则表面的瓶体一定要选用薄膜材料防伪商标制作防伪商标。 目前,纸张印刷后覆膜是许多加工商采用的工艺,因为覆膜后的防伪商标不仅美观,还具有防水、防腐蚀和保护油墨的作用。但是由于覆膜工艺改变了纸张的性质,使防伪商标材料成为纸塑复合材料,受覆膜张力和气候变化的影响,防伪商标贴到商品上后很容易出现翘边现象,尤其是贴到曲面上的面积大的防伪商标。 纸张覆膜后的防伪商标对粘贴表面和黏合剂有很高要求,给材料供应商、印刷厂和终用都带来麻烦和经济损失。所以,有条件的印刷厂应采用UV上光工艺代替覆膜工艺。这样,既解决了防伪商标的应用问题,又降低了成本,并且解决了覆膜后防伪商标不能回收和覆膜过程中的环保问题。目前,发达都采用UV上光代替覆膜工艺。 如何选择粘贴在酒类瓶体上的不干胶防伪商标材料? 酒类瓶体上粘贴不干胶防伪商标是当前酒类包装业的趋势。应用不干胶防伪商标可增加产品的装潢效果,提高生产效率,增加产品的价值。酒类防伪商标对黏合剂和表面材料都有一定的要求,常用的瓶体和使用的黏合剂和表面材料。 VP印刷需要哪些材料? VP是英语可变信息印刷的缩写,可变信息印刷是当前世界上发展快的一种新型印刷技术。VP印刷与传统的印刷不同,是一种随机的、信息随时变化的印刷。 VIP的印刷原理也有几种不同的方式,由于印刷原理不同、应用范围不一样,所以对防伪商标材料的要求也不同。


一、激光防伪商标又名镭射防伪商标,或称激光全息防伪商标。 激光防伪商标技术包括激光全息图像防伪、 加密激光全息图象防伪和激光光刻防伪技术三方面。 激光全息防伪商标技术是继激光器于二十世纪六十年代问世之后迅速发展起来的 一种立体照相技术。 “全息”的意思为 “全部信息”,即相对于普通照相的只记 录物体的明暗变化,激光全息照相还能记 录物体的空间变化。 全息技术的概念早由盖伯(Gabor)于 1948年提出,1962年随着激光器的问世, 利思和乌帕特尼克斯(Leith andUpatnieks) 在盖伯全息技术的基础上发明了离轴全息术。 1969年本顿(Benton)发明了彩虹全息术,掀起以白光显示为特征的全息三维显示新高潮。彩虹全息术与当时发展日趋成 熟的全息图 模压复制技术的结合便形成了目前风糜世界的全息印刷产业。 二、激光防伪商标的发展史 (一) 代激光防伪商标技术是激光模压全息图像防伪标识。 全息照相是由美国科学家伯格(MJ·Buerger)在利用X 射线拍摄晶体的原子结构照片时发现的,并与伽柏 (D·Gaber)一起建立了全息照相理论:利用双光束干涉 原理,令物光和另一个与物光相干的光束(参考光束)产 生干涉图样即可把位相“合并”上去,从而用感光底片能同时记录下位相和振幅,就可以获得全息图像。 但是,全息照相是根据干涉法原理拍摄的,须用高密度(分辨率) 感光底片记录。由于普通光源单色性不好,相干性差,因 而全息技术发展缓慢,很难拍出像样的全息图。 直到60 年代初激光出现之后,其高亮度、高单色性和高相干度的特性,迅速推动了全息技术的发展,许多种类的全息图被制作出来,全息理论得到很好的验证,但由于拍摄和再现 时的特殊要求,从诞生之日起,就几乎一直被局限在实验室里。 70年代末期,人们发现全息图片具有包括三维信息的表面 结构(即纵横交错的干涉条纹),这种结构是可以转移到 高密度感光底片等材料上去的。 1980年,美国科学家利 用压印全息技术,将全息表面结构转移到聚酯薄膜上,从 而成功地印制出世界上 张模压全息图片,这种激光全 息图片又称彩虹全息图片,它是通过激光制版,将影像制 作在塑料薄膜上,产生五光十色的衍射效果,并使图片具 有二维、三维空间感,在普通光线下,隐藏的图像、信息会重现。 当光线从某一特定角度照射时,又会出现新的图像。这种模压全息图片可以像印刷一样大批量快速复制, 成本较低,且可以与各类印刷品相结合使用。至此,全息 摄影向社会应用迈出了决定性的一步。 激光模压全息防伪技术传入我国是在80年代末90年代初,特别是1990年至1994 年期间,全国各地引进生产线上百条,占当时世界生产厂家的一半多。在引进初 期,这种防伪技术确实起到了一定的防伪作用,但是随着时间的推移,激光全息 图像制作技术迅速扩散,如今早已被造假者从各个方面攻破,几乎完全失去了防 伪的能力。 (二)第二代改进型激光全息图像防伪技术, 代激光全息防伪技术的泛滥,促使人们不得不开始寻求改进现有技术。 改进后的技术主要有三种:一是应用 计算机图像处理技术改进全息图像; 二是透明激光全息图像防伪技术;三是反射激光全息图像防伪技术。 应用计算机图像处理技术改进全息图像,计算机图像处理技术改进激光全息图像经历了两个发 展形态, 形态是计算机合成全息技术,这种技术是将 系列普通二维图像经光学成像后,按照全息图像的成像原 理进行处理后记录在一张全息记录材料上,从而形成计算 机像素全息图像。 观察这种像素全息图像时,可在不同的 视角看到不同的三维图像,其图形和色彩都具有异常灵活 多变的动态效应,并且不受再现光线方向的限制。 第二形态是计算机控制直接曝光技术,与普通全息成像不同,这种技术不需要拍摄对象,所需图形完全由计算机生成,通过计算机控制两束相干光束以像素为单位逐点生成全部图案,对不同点可改变双光束之间的夹角,从而制成具有特殊效果的三维全息图。 (三)第三代加密全息图像防伪技术 加密全息图像是指采用诸如激光阅读、光学微缩、低频光 刻、随机干涉条纹、莫尔条纹等等光学图像编码加密技术, 对防伪图像进行加密而得到的不可见或变成一些散斑的加 密图像。



